








سیم جمع کن کابل شارژر و هندزفری هگزا-1092
440,000 تومان–550,000 تومانعدد

سیم جمع کن کابل شارژر و هندزفری کد 1006
150,000 تومان–270,000 تومانعدد

نگه دارنده سایز سوراخ مته کد 1009
قیمت اصلی: 150,000 تومان بود.140,000 تومانقیمت فعلی: 140,000 تومان.عدد

جیگ مته تیزکن برای درمل کد 1011
150,000 تومان–190,000 تومانعدد

نگهدارنده نخ دندان کد 1062
قیمت اصلی: 71,000 تومان بود.40,000 تومانقیمت فعلی: 40,000 تومان.عدد

مته تیز کن زاویه 118.5 درجه-دستگاه Proxxon و فرز انگشتی-1094
130,000 تومانعدد

درب بازکن بطری نوشابه کد1042
280,000 تومانعدد
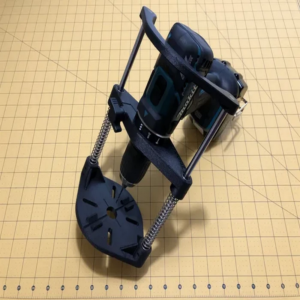

پایه دریل قابل حمل برای ماکیتا dhp480 کد 1012
1,760,000 تومانعدد

گیره لحیم کاری سوسماری کد 1007
480,000 تومانعدد
هدیه برای خانم ها

هدیه برای آقایان

کمپینگ با ابزار سبک

کالای دیجیتال

عینک هایی که هیچ کجا ندیده اید

هولدر موبایل سر کلیدی ساده-1106
60,000 تومان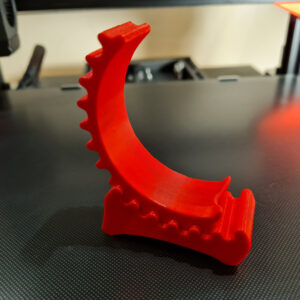

هولدر موبایل-قابل تنظیم زاویه-طرح چرخ دنده-1104
470,000 تومان

هولدر موبایل سرکلیدی-طرح حیوانات 1103
100,000 تومان–140,000 تومان

پایه نگهدارنده موبایل مدل مدرن منحنی کد 1053
قیمت اصلی: 170,000 تومان بود.160,000 تومانقیمت فعلی: 160,000 تومان.عدد







دسته اسپری ارگونومیک-1114
قیمت اصلی: 990,000 تومان بود.770,000 تومانقیمت فعلی: 770,000 تومان.عدد

جیگ لحیم کاری سیم کد 1055
قیمت اصلی: 385,000 تومان بود.80,000 تومانقیمت فعلی: 80,000 تومان.

دسته سنباده نسخه دوم کد 1058
130,000 تومان–240,000 تومان

پایه نگهدارنده فرزهای دندان پزشکی کد 1076
قیمت اصلی: 303,000 تومان بود.150,000 تومانقیمت فعلی: 150,000 تومان.

بریس انگشت کد 1075
قیمت اصلی: 188,000 تومان بود.110,000 تومانقیمت فعلی: 110,000 تومان.

جعبه قرص سرکلیدی کد 1073
قیمت اصلی: 68,000 تومان بود.60,000 تومانقیمت فعلی: 60,000 تومان.

جعبه قرص برای سرکلیدی کد 1071
قیمت اصلی: 100,000 تومان بود.90,000 تومانقیمت فعلی: 90,000 تومان.
بازیهای خلاقانه با منجنیق مخفی؛ تفریحی جدید برای تمام سنین
-
توسط
 MoAlTa
MoAlTa
آیا به دنبال یک ابزار سرگرمی جذاب و خلاقانه هستید که برای تمامی سنین مناسب باشد؟ منجنیق مخفی دقیقاً همان چیزی است که دنبالش میگردید! این وسیله بازی کوچک و پرطرفدار، فرصت تجربه بازیهای کشی متنوع و هیجانانگیز را به شما میدهد. در ادامه این مقاله، با بازیهای پیشنهادی و کاربردهای منجنیق مخفی آشنا خواهید شد
بازیهای هیجانانگیز با منجنیق مخفی
- هدفگیری با دوستان: این بازی یکی از سرگرمیهای محبوب است که به شما امکان میدهد مهارت هدفگیری خود را تقویت کنید. اشیای کوچک مثل توپهای کاغذی یا مهرههای رنگی را انتخاب کنید و تلاش کنید تا آنها را به هدف مشخصی پرتاب کنید. هر چه هدف کوچکتر باشد، چالش بیشتری خواهد داشت.
- ساخت موانع کوچک: خلاقیت را به کار ببرید و میدان کوچکی با موانع بسازید. سپس تلاش کنید اشیای کوچک را به شکلی پرتاب کنید که بتوانید موانع را عبور دهید یا به هدف خاصی برسید. این بازی مهارتهای دست و تمرکز شما را به چالش میکشد.
- چالش فاصله: یک خط مسابقهای طراحی کنید و ببینید چه کسی میتواند جسم کوچک را به دورترین فاصله ممکن پرتاب کند. این بازی به خصوص در فضای باز بسیار جذاب است.
- نبرد کشی: منجنیق مخفی میتواند جایگزین تفنگ کشی باشد و شما را وارد یک رقابت دوستانه کند. دو تیم تشکیل دهید و سعی کنید با پرتاب دقیق اشیا، امتیاز کسب کنید.
- ساخت برج و تخریب: با کمک قطعات کوچک یک برج بسازید و سپس با استفاده از منجنیق تلاش کنید تا برج را تخریب کنید. این بازی هم خلاقیت ساخت و هم هیجان تخریب را با هم ترکیب میکند.
نکات جذاب دیگری درباره منجنیق مخفی
- قابلیت شخصیسازی: یکی از ویژگیهای جذاب منجنیق مخفی، تنوع رنگبندی آن است. شما میتوانید بر اساس سلیقه خود، رنگهای مختلفی را انتخاب کنید و ابزار بازی خود را کاملاً شخصی کنید.
- طراحی جمعوجور: این محصول کوچک و سبک وزن است، بنابراین میتوانید آن را به راحتی در کیف یا جیب خود حمل کنید و در هر زمان و مکان از آن استفاده کنید.
- مناسب برای همه: این وسیله نه تنها برای کودکان بلکه برای نوجوانان و حتی بزرگسالان نیز مناسب است. یک گزینه عالی برای خانوادهها و گروههای دوستان!
چرا منجنیق مخفی را بخرید؟
اگر به دنبال یک وسیله بازی خلاقانه هستید که شما را وارد دنیایی از سرگرمیهای بیپایان کند، منجنیق مخفی انتخابی ایدهآل است. این محصول با طراحی منحصربهفرد، قابلیت استفاده آسان، و امکان بازیهای متنوع، هر لحظهتان را به یک تجربه لذتبخش تبدیل خواهد کرد.
خرید منجنیق مخفی
اکنون وقت آن رسیده که منجنیق مخفی را خریداری کنید و وارد دنیای سرگرمی خلاقانه شوید. کافی است همین حالا اقدام کنید و این محصول جذاب را به لیست بازیهای خود اضافه کنید. با دوستان و خانواده بازی کنید، تفریح کنید و لحظات هیجانانگیز بسازید!
سوالات متداول
آیا این محصول برای کودکان امن است؟ بله، منجنیق مخفی برای کودکان بالای ۷ سال، تحت نظارت بزرگسالان کاملاً امن است.
چگونه میتوانم رنگ دلخواه خود را انتخاب کنم؟ در هنگام خرید، گزینههای رنگ موجود را بررسی کنید و مناسبترین رنگ را بر اساس سلیقه خود انتخاب کنید.
آیا این وسیله برای فعالیتهای گروهی مناسب است؟ بله، منجنیق مخفی یک انتخاب عالی برای بازیهای گروهی و مسابقات سرگرمکننده است.
چه نوع کش لاستیکی بهتر عمل میکند؟ کشهای لاستیکی با ضخامت متوسط عملکرد بهتری دارند و پرتابهای دقیقتر ایجاد میکنند.
با خرید منجنیق مخفی، به دنیایی پر از سرگرمی و خلاقیت وارد شوید! این محصول جذاب تنها یک کلیک با شما فاصله دارد. لحظات خوش را از دست ندهید

گیره کارد و چنگال پالمار: Pinzas palmares para AVD
-
توسط
MoAlTa
گیره کارد و چنگال پالمار: Pinzas palmares para AVD
مقدمه
تکنولوژی همواره در خدمت انسانها بوده تا زندگی را سادهتر کند. یکی از نوآوریهای جالب در این زمینه، گیره کارد و چنگال پالمار است که به نام Pinzas palmares para AVD نیز شناخته میشود. این ابزار برای کمک به افرادی طراحی شده که دچار مشکلاتی در استفاده از ابزارهای آشپزخانه هستند، به ویژه کسانی که دچار مشکلات عضلانی یا عصبی هستند. در این مقاله به بررسی دقیق این محصول و کاربردهای آن خواهیم پرداخت.
کاربردهای گیره کارد و چنگال پالمار
گیره کارد و چنگال پالمار یا همان Pinzas palmares para AVD یک ابزار کمکی است که به افراد کمک میکند تا بتوانند به راحتی و بدون نیاز به نیروی زیادی از کارد و چنگال استفاده کنند. این محصول به ویژه برای افرادی که دچار مشکلاتی در استفاده از دستهای خود هستند، بسیار مفید است. این گیره با طراحی منحصر به فرد خود، به کاربران امکان میدهد تا ابزارهای آشپزخانه را به راحتی در دست بگیرند و از آنها استفاده کنند.
1. **طراحی ارگونومیک**
گیره کارد و چنگال پالمار با طراحی ارگونومیک خود، به راحتی در دست جای میگیرد و فشار کمتری به عضلات دست وارد میکند. این ویژگی به خصوص برای کسانی که دچار آرتروز یا مشکلات عضلانی هستند، بسیار مفید است.
2. **مقاومت بالا**
این محصول از مواد با کیفیت بالا ساخته شده است که مقاومت بالایی در برابر فشار و استفاده مکرر دارد. این گیره میتواند به مدت طولانی استفاده شود بدون اینکه دچار خرابی شود.
3. **قابلیت تنظیم**
گیره کارد و چنگال پالمار دارای قابلیت تنظیم است تا بتواند به انواع مختلف کارد و چنگالها متصل شود. این ویژگی به کاربران امکان میدهد تا از هر نوع ابزار آشپزخانهای با این گیره استفاده کنند.
4. **سبک و قابل حمل**
این گیره با وزن کم و اندازه کوچک خود، به راحتی قابل حمل است و میتوان آن را به راحتی در کیف یا جیب خود قرار داد و در هر مکانی از آن استفاده کرد.
چرا باید گیره کارد و چنگال پالمار را بخریم؟

خرید گیره کارد و چنگال پالمار یا همان Pinzas palmares para AVD میتواند تأثیر زیادی بر زندگی روزمره شما داشته باشد. در ادامه به برخی از دلایل مهم خرید این محصول اشاره میکنیم:
– **افزایش استقلال:** با استفاده از این گیره، افرادی که دچار مشکلات عضلانی یا عصبی هستند، میتوانند به صورت مستقل و بدون نیاز به کمک دیگران از کارد و چنگال استفاده کنند.
– **سهولت استفاده:** این گیره با طراحی ساده و ارگونومیک خود، استفاده از کارد و چنگال را برای کاربران بسیار آسان میکند.
– **مناسب برای انواع مختلف ابزار:** این گیره قابل تنظیم است و میتواند به انواع مختلف کارد و چنگالها متصل شود.
– **طراحی مقاوم و با کیفیت:** این گیره از مواد با کیفیت بالا ساخته شده و میتواند به مدت طولانی استفاده شود.
این محصول برای چه کسانی مناسب است؟

گیره کارد و چنگال پالمار یا Pinzas palmares para AVD برای تمامی افرادی که دچار مشکلاتی در استفاده از دستهای خود هستند، مناسب است. این محصول به ویژه برای افراد زیر مفید است:
1. **افراد مبتلا به آرتروز**
کسانی که از آرتروز رنج میبرند، میتوانند از این گیره برای کاهش فشار بر روی دستها و استفاده آسانتر از ابزارهای آشپزخانه استفاده کنند.
2. **افراد مبتلا به بیماری پارکینسون**
این گیره با طراحی مقاوم خود، به افراد مبتلا به پارکینسون کمک میکند تا بتوانند به راحتی از کارد و چنگال استفاده کنند و لرزش دستها را کاهش دهند.
3. **افراد مبتلا به ضعف عضلانی**
کسانی که دچار ضعف عضلانی هستند، میتوانند با استفاده از این گیره به راحتی و بدون نیاز به نیروی زیادی از کارد و چنگال استفاده کنند.
4. **سالمندان**
سالمندانی که دچار ضعف در دستها هستند، میتوانند از این گیره برای استفاده آسانتر از ابزارهای آشپزخانه استفاده کنند.
نتیجهگیری
گیره کارد و چنگال پالمار یا Pinzas palmares para AVD یک ابزار کمکی مهم برای افرادی است که دچار مشکلاتی در استفاده از دستهای خود هستند. با استفاده از این گیره، کاربران میتوانند به راحتی و بدون نیاز به نیروی زیادی از کارد و چنگال استفاده کنند. این محصول با طراحی ارگونومیک، مقاومت بالا، قابلیت تنظیم و سبک بودن، میتواند به کاربران کمک کند تا زندگی روزمره خود را بهبود بخشند.
آیا شما یا یکی از عزیزانتان از گیره کارد و چنگال پالمار استفاده کردهاید؟ تجربهها و نظرات خود را در بخش نظرات با ما به اشتراک بگذارید تا دیگران نیز از آن بهرهمند شوند.

انواع هولدر موبایل و لپتاپ
-
توسط
dehvari
هولدر موبایل و لپتاپ چیست؟
مقدمه
با پیشرفت تکنولوژی و افزایش استفاده از دستگاههای هوشمند، نیاز به ابزارهایی که راحتی و کارایی بیشتری را فراهم کنند، به شدت احساس میشود. یکی از این ابزارها، هولدر موبایل و لپتاپ است. این وسیلهها به کاربران کمک میکنند تا دستگاههای خود را در زوایای مناسب و بهصورت ثابت نگه دارند، که این موضوع تأثیر زیادی بر راحتی و کارایی آنها دارد.
تعریف هولدر موبایل و لپتاپ
هولدرها به عنوان پایههایی طراحی شدهاند که میتوانند موبایلها و لپتاپها را در موقعیتهای مختلف نگه دارند. هولدر موبایل معمولاً کوچکتر و سبکتر است و برای استفاده در محیطهای مختلف، مانند ماشین، میز کار یا خانه طراحی شده است. از طرفی، هولدر لپتاپ بهگونهای طراحی شده که بتواند وزن بیشتری را تحمل کند و معمولاً دارای ویژگیهایی مانند قابلیت تنظیم زاویه و ارتفاع است.
انواع هولدرها
هولدرهای موبایل و لپتاپ به انواع مختلفی تقسیم میشوند:
هولدرهای قابل حمل
این هولدرها کوچک و سبک هستند و به راحتی میتوان آنها را حمل کرد. و برای استفاده در سفر یا در محیط های غیررسمی مناسب می باشند.
از هولدارهای قابل حمل می توان به هولدر فلت موبایل و تبلت با قابلیت جمع شدن و تنظیم زاویه کد 1033 نام برد، از قابلیت های این هولدر می توان به جمع شدن راحت این هولدر و سبک بودن آن و قابل حمل بودن آن در همه جا نام برد.این هولدر را براحتی می توان در جیب یا کیف دستی گذاشت و حمل کرد.


هولدرهای ثابت
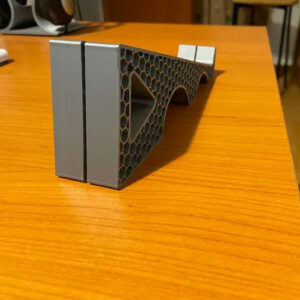
این نوع هولدرها معمولاً برای استفاده در خانه یا دفاتر طراحی شدهاند و بهصورت ثابت در یک مکان قرار میگیرند. از هولدارهای ثابت می توان به هولدر رومیزی موبایل شگفت انگیز Impossible کد 102۷ نام برد. این هولدر به گونه ای طراحی شده است که موبایل بدون اینکه به پایه ای وصل باشد، بر روی هولدر معلق می ماند و طراحی آن بسیار منحصر به فرد می باشد. این هولدر از سازه های شبیه سازه های impossile استفاده کرده است. این سازه ها حس شناوری جسمی که بر روی این سازه ها قرار دارد را می دهد.


از هولدرهای ثابت دیگر می توان به هولدر موبایل با قابلیت تنظیم زاویه کد 1028 نام برد. این هولدار دارای قابلیت تنظیم زاویه می باشد و می توان آن را در هر زاویه ای که مناسب دید است قرار داد. این هولدر برای ویدئوچت ها یا کنفرانس ها که نیاز به تنظیم زاویه دوربین دارد، بسیار مفید می باشد.


از هولدرهای ثابت دیگر می توان به هولدر لپتاپ استند لپ تاپ – هولدر لپ تاپ کد 1029 نام برد. این هولدر به دلیل نگهداری لپتاپ دارای وزن سنگین تری نسبت به هولدرهای موبایل می باشد. از ویژگی های این هولدر می توان به قرارگیری این هولدر در زاویه مناسب نام برد و همچنین می توان این هولدر را در کیف جاگذاری کرد.

هولدرهای چندمنظوره
این هولدرها میتوانند برای نگهداشتن هر دو نوع دستگاه (موبایل و لپتاپ) استفاده شوند و معمولاً ویژگیهای خاصی مانند قابلیت تنظیم زاویه را دارند.
هولدر اتصال موبایل به لپتاپ
یکی از انواع از هولدرها هم هولدری میباشد که هنگامی که می خواهیم همزمان با لپتاپ و کامپیوتر کار کنیم از آن استفاده می کنیم. یکی از این نوع هولدرها، هولدر موبایل – اتصال موبایل به صفحه نمایش لپتاپ کد 1031 می باشد. با استفاده از این لپتاپ می توان موبایل را به لپتاپ وصل کرد و همزمان می توان فرآیندها را در لپتاپ و موبایل مشاهده کرد. این هولدر سازگاری زیادی با انواع موبایل ها را دارد.

مزایای استفاده از هولدر موبایل و لپتاپ
استفاده از هولدرها مزایای متعددی دارد:
راحتی بیشتر: با استفاده از هولدر، میتوان دستگاه را در زاویهای قرار داد که بهترین دید را فراهم کند و از گردن و کمر درد جلوگیری کند.
افزایش کارایی: با ثابت نگهداشتن دستگاه، کاربران میتوانند بهطور مؤثرتری کار کنند و زمان کمتری را صرف تنظیم موقعیت دستگاه کنند.
جلوگیری از آسیب: هولدرها میتوانند از آسیب دیدن دستگاهها در اثر افتادن یا جابهجایی ناگهانی جلوگیری کنند.
نظم و ترتیب: استفاده از هولدر کمک میکند تا فضای کار منظمتر و مرتبتر باشد.
نکات مهم در انتخاب هولدر مناسب
برای انتخاب یک هولدر مناسب، باید به چند نکته توجه کرد:
قابلیت تنظیم: هولدرهای قابل تنظیم به کاربران این امکان را میدهند که زاویه و ارتفاع دستگاه را مطابق با نیاز خود تنظیم کنند.
جنس و کیفیت ساخت: انتخاب هولدرهایی از جنس با کیفیت و مقاوم میتواند از آسیب به دستگاه جلوگیری کند.
ابعاد و وزن: ابعاد هولدر باید متناسب با دستگاه باشد و وزن آن نیز باید بهگونهای باشد که بهراحتی قابل حمل باشد.
طراحی: طراحی هولدر باید بهگونهای باشد که استفاده از آن راحت و کاربرپسند باشد.
کاربردهای هولدر موبایل و لپتاپ
هولدرهای موبایل و لپتاپ کاربردهای متنوعی دارند. در زیر به برخی از این کاربردها اشاره میشود:
استفاده در خودرو: هولدرهای مخصوص خودرو به رانندگان این امکان را میدهند که بهراحتی از نقشهها و برنامههای مسیریابی استفاده کنند.
محیط کار: در دفاتر و محیطهای کاری، هولدرها به کاربران کمک میکنند تا در زمانهای طولانی، با راحتی بیشتری کار کنند.
استفاده در خانه: برای تماشای فیلم، مطالعه یا شرکت در ویدئو کنفرانسها، هولدرها میتوانند تجربهای راحت و لذتبخش ایجاد کنند.
تأثیر هولدرها بر سلامت کاربران
استفاده نادرست از موبایل و لپتاپ میتواند به مشکلاتی همچون گردن درد، کمر درد و خستگی چشم منجر شود. هولدرها با فراهم کردن زاویه مناسب برای استفاده از این دستگاهها، به کاهش این مشکلات کمک میکنند. با استفاده از هولدر، کاربران میتوانند از ایجاد عوارض جانبی ناشی از استفاده طولانیمدت از دستگاهها جلوگیری کنند.
نتیجهگیری
هولدر موبایل و لپتاپ ابزاری ضروری برای کاربران دستگاههای هوشمند است. این وسیلهها با فراهم کردن راحتی، کارایی و ایمنی بیشتر، تجربه کار با دستگاهها را بهبود میبخشند. با توجه به تنوع هولدرها و مزایای آنها، انتخاب یک هولدر مناسب میتواند تأثیر مثبتی بر روی کیفیت زندگی و کارایی روزمره کاربران داشته باشد. در نهایت، با سرمایهگذاری در یک هولدر مناسب، کاربران میتوانند از مزایای آن بهرهمند شوند و زندگی دیجیتال خود را بهبود ببخشند.

قیم پلاستیکی گیاه وسیله ای ضروری برای هر گیاه
-
توسط
MoAlTa
قیم گیاه چیست؟
قیم گیاه یک وسیلهی حمایتی است که برای نگهداری و حمایت از گیاهان استفاده میشود. این وسیله به گیاهان کمک میکند تا به صورت عمودی رشد کنند و از خم شدن یا شکستن جلوگیری میکند.

چرا باید از قیم گیاه استفاده کنیم؟
- حمایت از گیاهان: قیمها به گیاهان کمک میکنند تا به صورت عمودی رشد کنند و از خم شدن یا شکستن جلوگیری میکنند.
- بهبود رشد: با استفاده از قیم، گیاهان بهتر میتوانند نور خورشید را جذب کنند و رشد بهتری داشته باشند.
- جلوگیری از آسیب: قیمها از آسیبهای ناشی از باد، باران و سایر عوامل محیطی جلوگیری میکنند.

برای چه گیاهانی باید از قیم استفاده کرد؟
- گیاهان بالارونده: مانند پیچکها و انگور.
- گیاهان سنگین: مانند گوجهفرنگی و فلفل.
- گیاهان زینتی: مانند گلهای رز و داوودی.

ویژگیهای قیم پلاستیکی گیاه
- مقاوم و بادوام: قیمهای پلاستیکی مقاوم در برابر شرایط آب و هوایی مختلف هستند.
- سبک و قابل حمل: به راحتی میتوان آنها را جابجا کرد.
- قابل تنظیم: میتوان ارتفاع و شکل آنها را بر اساس نیاز گیاه تنظیم کرد.

نتیجهگیری
استفاده از قیم پلاستیکی گیاه نه تنها به بهبود رشد و سلامت گیاهان کمک میکند، بلکه زیبایی باغ یا فضای سبز شما را نیز افزایش میدهد. با خرید قیم پلاستیکی، از گیاهان خود به بهترین شکل ممکن حمایت کنید و از زیبایی و طراوت آنها لذت ببرید.

قیم پلاستیکی گیاه وسیله ای ضروری برای هر گیاه
مقدمه
قیم پلاستیکی گیاه با قابلیت تنظیم ارتفاع RFDM، یک ابزار ضروری برای هر نوع گیاه است. این محصول با طراحی منحصر به فرد و قابلیت تنظیم ارتفاع، به شما امکان میدهد گیاهان خود را در بهترین شرایط نگه دارید و به رشد سالم و زیبای آنها کمک کنید.
مزایا و کاربردها
- حمایت از گیاهان: قیمها به عنوان تکیهگاهی برای گیاهان عمل میکنند و به آنها کمک میکنند تا به صورت ایستاده رشد کنند1.
- تنظیم ارتفاع: با قابلیت تنظیم ارتفاع، میتوانید قیم را به دلخواه خود تنظیم کنید و گیاه را در بهترین موقعیت قرار دهید.
- انعطافپذیری: این قیم دارای اتصال قابل انعطاف است که به شما امکان میدهد در هر زمان که بخواهید، تنظیمات لازم را انجام دهید.
- مناسب برای انواع گیاهان: از گیاهان آپارتمانی تا گیاهان باغچهای و نهالهای میوه، این قیم برای همه مناسب است1.
چرا از قیم استفاده کنیم؟
استفاده از قیم برای گیاهان، به ویژه گیاهان رونده و بوتهای، ضروری است. قیمها به گیاهان کمک میکنند تا تعادل خود را حفظ کنند و به صورت عمودی رشد کنند. این امر به ویژه برای گیاهانی که پس از رشد نمیتوانند ایستادگی خود را حفظ کنند، بسیار مهم است1.